
-
-
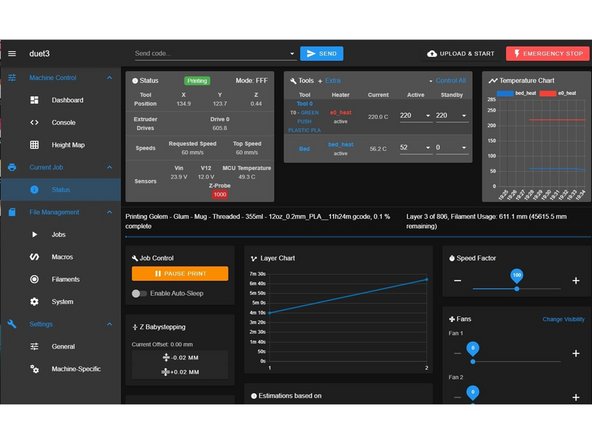
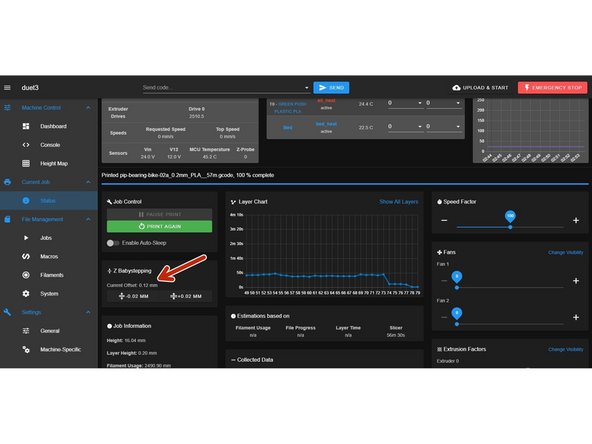
Z offset can be changed from Current Job\Status tab on duet web interface.
-
Buttons and status for Z offset found in location of yellow box
-
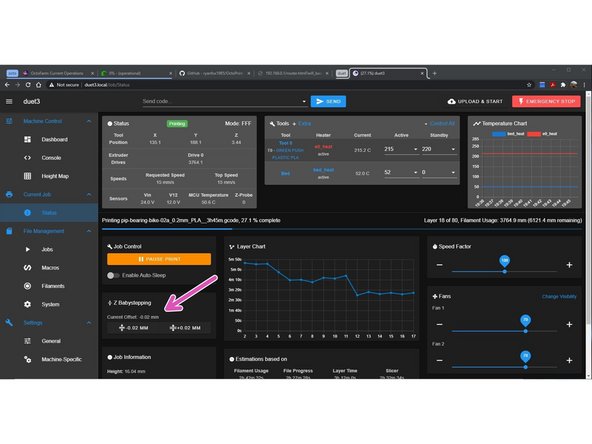
Current status of Z offset
-
-Z closer to bed is left button
-
+Z further away from bed right button.
-
It's better to use the baby stepping from panel due print screen if possible.
-
-
-
Changing the amount of Z offset per button press can be done from web interface in the Settings\Machine-Specific tab
-
Default setting is 0.05mm
-
Amount can be changed here
-
-
-
You can fine tune your G31 Z value to get a good first layer. During a test print, watch the first layer go down and adjust the Z position using the baby stepping function.
-
If you have to move the nozzle closer to the bed, increase the G31 Z value by the amount of baby stepping used.
-
If you have to move the nozzle farther away from the bed, decrease the G31 Z value by the amount of baby stepping used.
-
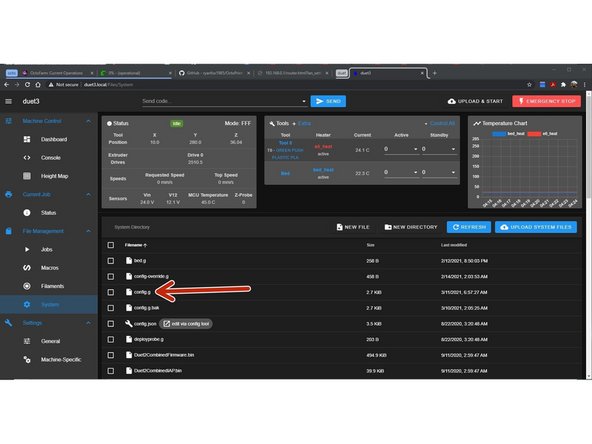
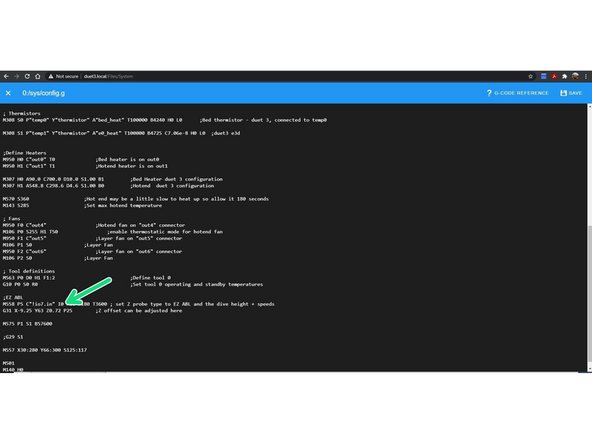
left click on config.g file in system folder to open.
-
-
-
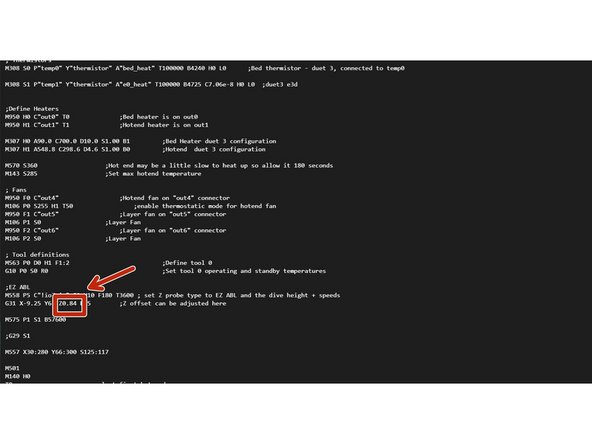
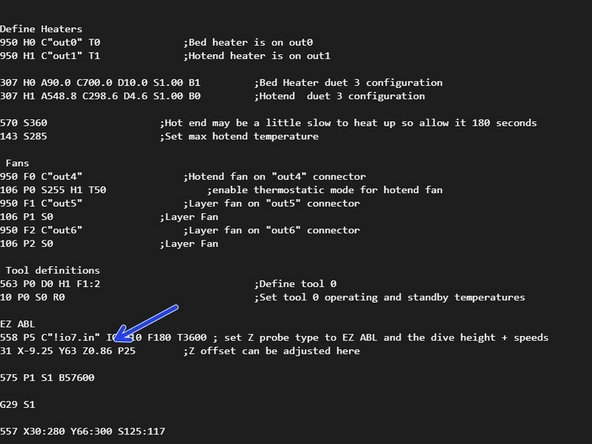
In this example we have -0.02 Z offset
-
Change this Z### in the G31 to Z0.86 ;0.84 + 0.02 =0.86 to compensate for negative\-0.02
-
Our example should look like this when done. G31 X-9.25 Y63 Z0.86
-
-
-
In this example we have +0.12 Z offset.
-
Change this Z### in the G31 to Z0.72 ;0.84 - 0.12 =0.72 to compensate for positive\+0.12 Z offset.
-
Our example should look like this when done. G31 X-9.25 Y63 Z0.72
-
-
-
if you think you made mistake you can exit without saving.
-
To exit without saving. click X in top left corner.
-
When happy with changes Click save in top right corner.
-
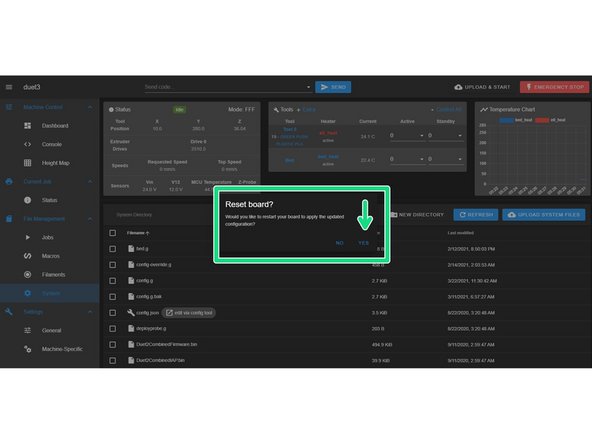
After file is saved you will get pop up asking to restart board. click "No' if in the middle of print job or something that could cause unwanted behaver. Yes if happy to restart.
-





Cancel: I did not complete this guide.
One other person completed this guide.